

Atomic layer deposition (ALD) technology is widely used in micro-nano electronics, energy storage and other fields due to its excellent controllability, uniformity and conformality. Under the conditions of 200°C and 60 rpm, trimethylaluminum and water were used as precursors to form high-quality Al2O3 films with a deposition rate of 0.12 nm/s, a surface roughness of 0.883 nm, and a minority carrier lifetime of 189.6μs. The efficiency of TOPCon solar cells after edge passivation increased by 0.123% and the module power increased by 3.78W.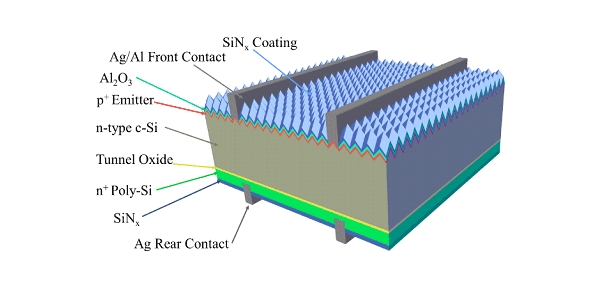
Atomic layer deposition (ALD) flow chart
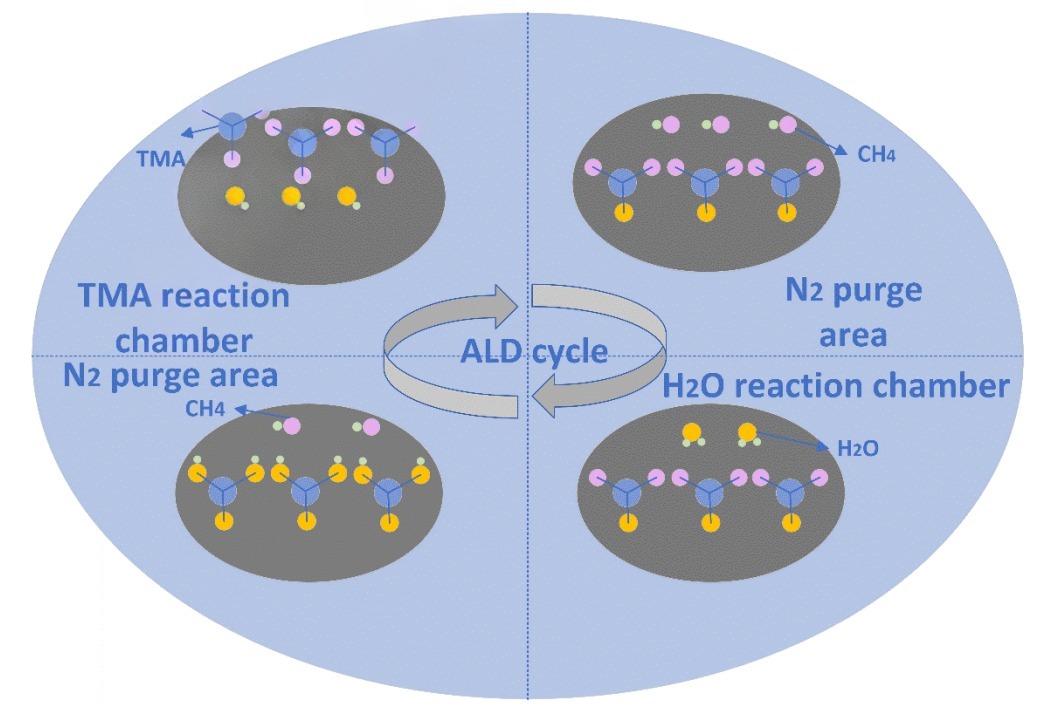
ALD flow chart
Precursor transport: Nitrogen transports two precursors (TMA and water vapor in this study) to different reaction chambers, and high-purity nitrogen separates the two.
Substrate rotates to TMA reaction chamber: The substrate (silicon wafer) rotates into the TMA (trimethylaluminum) reaction chamber, and TMA combines with the substrate surface through chemical adsorption to form new functional groups.
Substrate cleaning: The substrate exits the TMA reaction chamber and rotates into the high-purity nitrogen chamber to clean the unreacted precursors and reaction products, completing the first half-reaction.
Substrate rotates to the water vapor reaction chamber: The substrate rotates into the water vapor reaction chamber, and the water vapor reacts chemically with the functional groups on the substrate.
Substrate cleaning again: The substrate exits the water vapor reaction chamber and rotates into the high-purity nitrogen chamber to clean the substrate surface, marking the end of the second half-reaction.
Completing the above five processes constitutes a complete ALD cycle, each cycle contains only a monolayer reaction, and the required thickness of the film is produced by repeating the above steps.
Al2O3 film sample preparation
P-type double-sided polished silicon wafers with a thickness of 150μm, a size of 158 mm×158 mm, and a resistivity of 0.4-1.5Ω·cm were used.
The silicon wafers were first ultrasonically cleaned, cleaned with acetone, anhydrous ethanol, and deionized water for 15 minutes each, and then dried in a high-purity nitrogen atmosphere. The cleaned and dried silicon wafers were placed in a rotating space atomic layer deposition (RS-ALD) reaction chamber.
Multiple groups of Al2O3 films were prepared at different temperatures (80°C-300°C), rotation speeds (30 rpm-180 rpm), and process cycles (200 cycles). The deposition rate, surface shape, and passivation ability of the films need to be characterized to obtain the Al2O3 films under the optimal process conditions.
TOPCon cell edge passivation
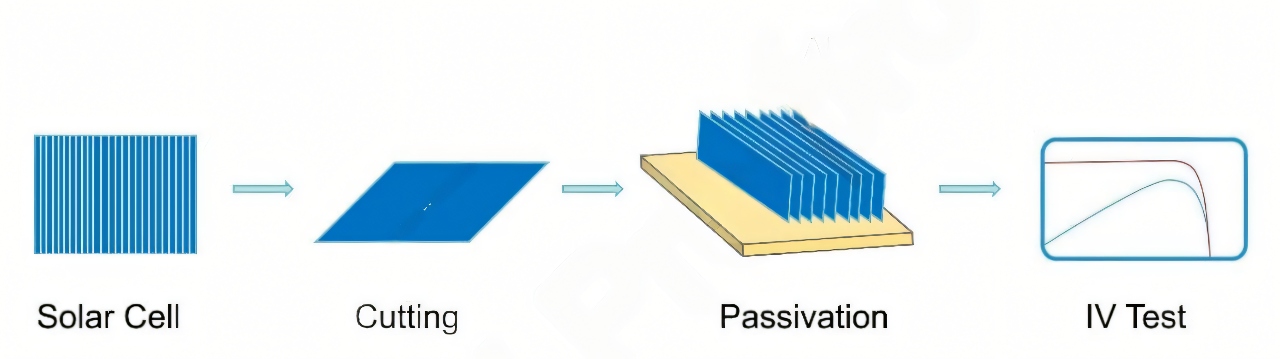
TOPCon cell edge passivation process
The commercial TOPCon cell (182mm×91mm in size, with a boron emitter on the front) was cut using thermal laser separation (TLS).
This cutting technique enables the cell to obtain a relatively smoother cutting surface. Compared with other cutting methods, TLS technology has the advantage of reducing damage to the cell material during the cutting process.
Characterization of Al2O3 thin films
Thickness and refractive index measurements
Film thickness and refractive index at different temperatures and speeds
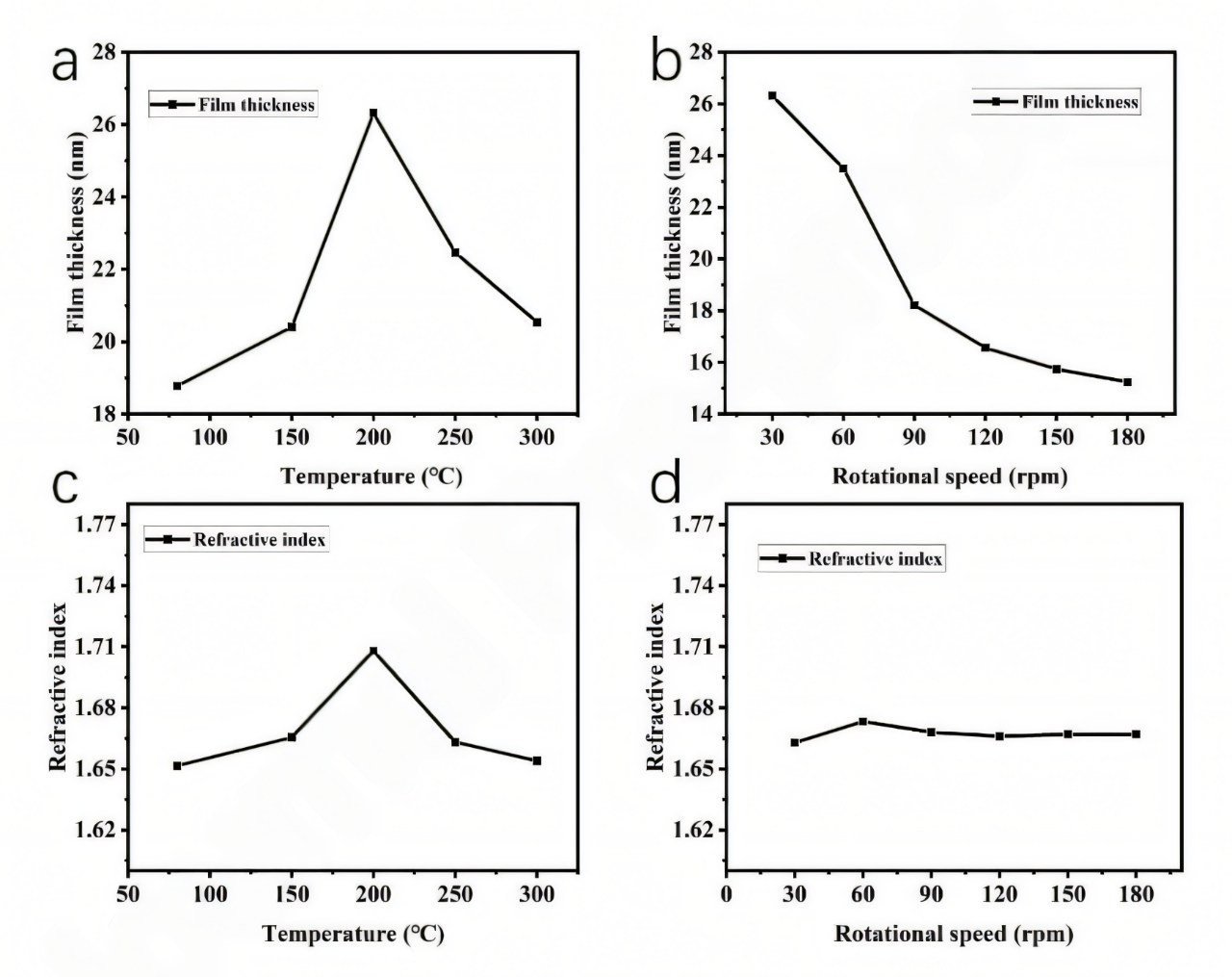
Film thickness and refractive index at different temperatures
The ellipsometry spectrometer showed that the thickness of the Al2O3 film increased first and then decreased with increasing deposition temperature. At 200°C, the film thickness reached a maximum value of 26.3 nm with a deposition rate of 0.065 nm/s. At higher temperatures, the film thickness decreased, probably due to the analytical reaction on the surface of the silicon wafer.
Refractive index: At 200°C, the maximum refractive index was 1.708, indicating that the density of the Al2O3 film deposited at this temperature was slightly higher.
Film thickness and refractive index at different rotation speeds
With increasing rotation speed, the film thickness gradually decreased, from 26.3 nm at 30 rpm to 23.9 nm at 60 rpm, and then to 18.2 nm at 90 rpm. This may be due to the fact that the residence time of the substrate in each reaction chamber was too short due to the too fast rotation speed, resulting in unsaturated adsorption of the reactants on the substrate.
Refractive index: The refractive index of the film was relatively stable between 1.66 and 1.68, indicating that the rotation speed had little effect on the film density.
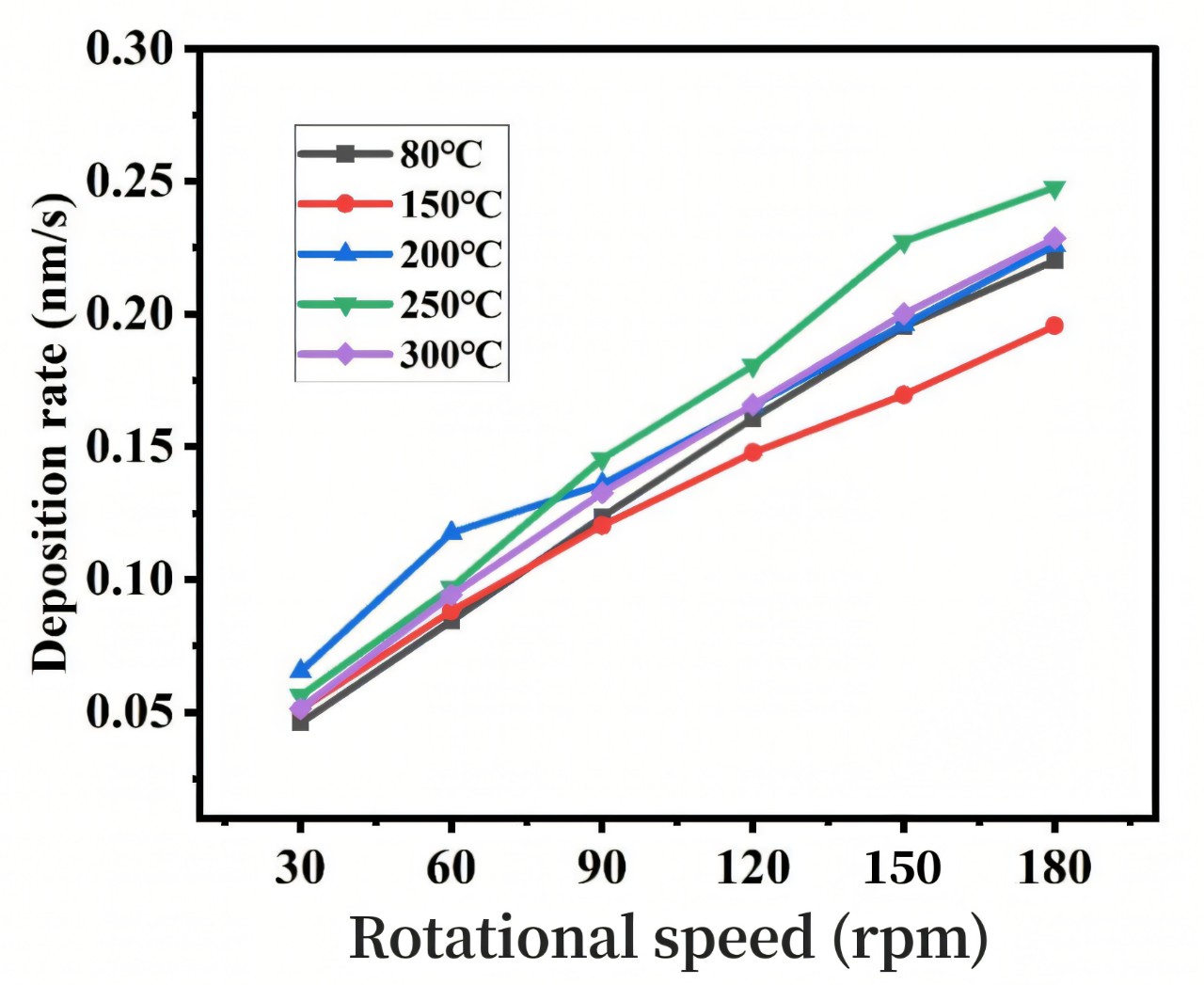
Deposition rate at different temperatures and speeds
Deposition rate variation:
At 200℃, the deposition rate is higher at 30 rpm and 60 rpm, especially at 60 rpm, where the maximum deposition rate is 0.12 nm/s. At 250℃, as the rotation speed increases, the deposition rate reaches the highest at 90 rpm, which is 0.14 nm/s.
Effect of temperature on deposition rate:
At 200℃, the higher deposition rate indicates that the reaction conditions are ideal at this temperature, and a faster deposition rate can be achieved. At 250℃, although the deposition rate is the highest at 90 rpm, the thickness of the Al2O3 film is 19.4 nm, which may indicate that at higher temperatures, a decomposition reaction occurs on the substrate surface, affecting the quality of the film.
Effect of rotation speed on deposition rate:
As the rotation speed increases, the deposition rate increases within a certain range. However, too high a rotation speed may cause the substrate to stay in the reaction chamber for too short a time, which is insufficient to complete a sufficient chemical reaction, thereby affecting the deposition rate and film quality.
X-ray Photoelectron Spectroscopy
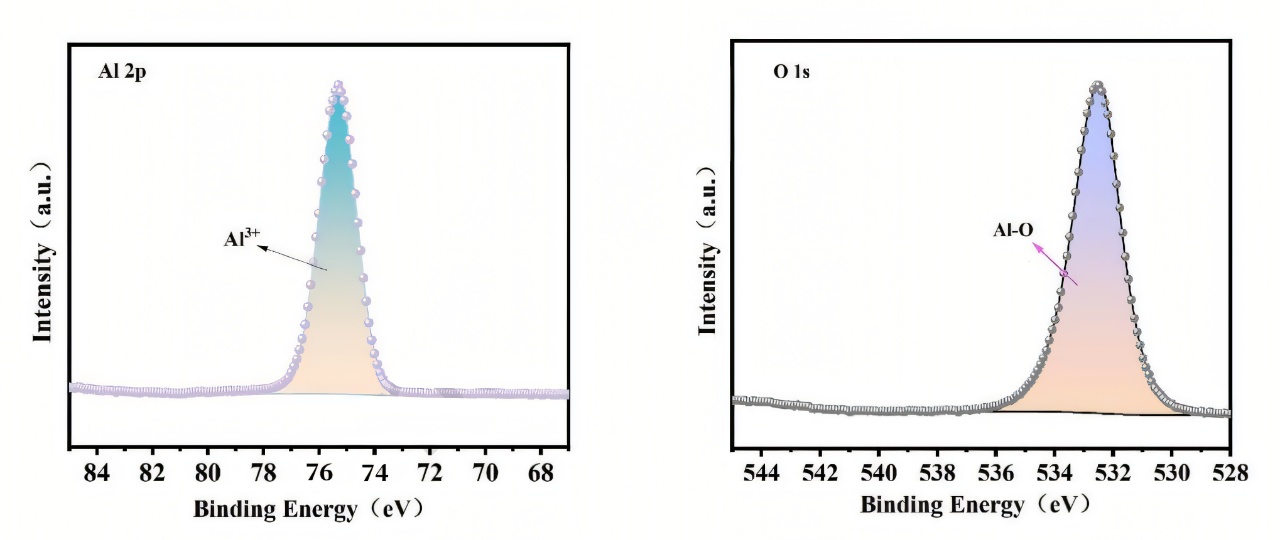
XPS spectrum of film surface
The XPS spectrum shows a single peak instead of a double peak, with a binding energy of about 75 eV, indicating that the only form of Al in the film is Al2O3; the peak at 532.0 eV belongs to Al-O, further confirming the existence of Al2O3.
Surface topography and roughness characterization
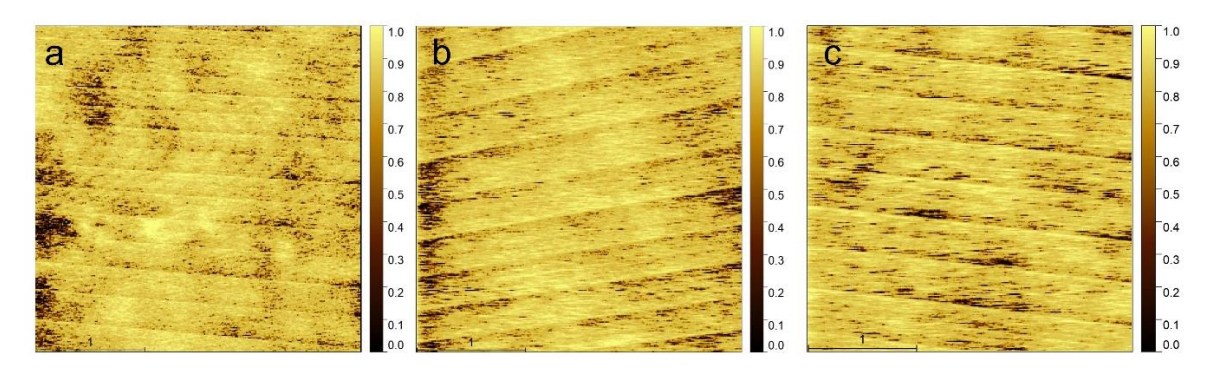
Surface morphology of Al2O3 films at different rotation speeds
(a: 30 rpm b: 60 rpm c: 180 rpm)
AFM images of Al2O3 films prepared at 200°C, 200 cycles, 100 sccm TMA flow rate and different rotation speeds (30 rpm, 60 rpm, 180 rpm) show that the surface roughness gradually increases with the increase in rotation speed.
The average roughness (Ra) is 0.544 nm at 30 rpm, 0.883 nm at 60 rpm and 0.889 nm at 180 rpm, respectively. At 60 rpm, the film thickness is more uniform in the center, which is more important for large-scale production.
Minority carrier lifetime measurement
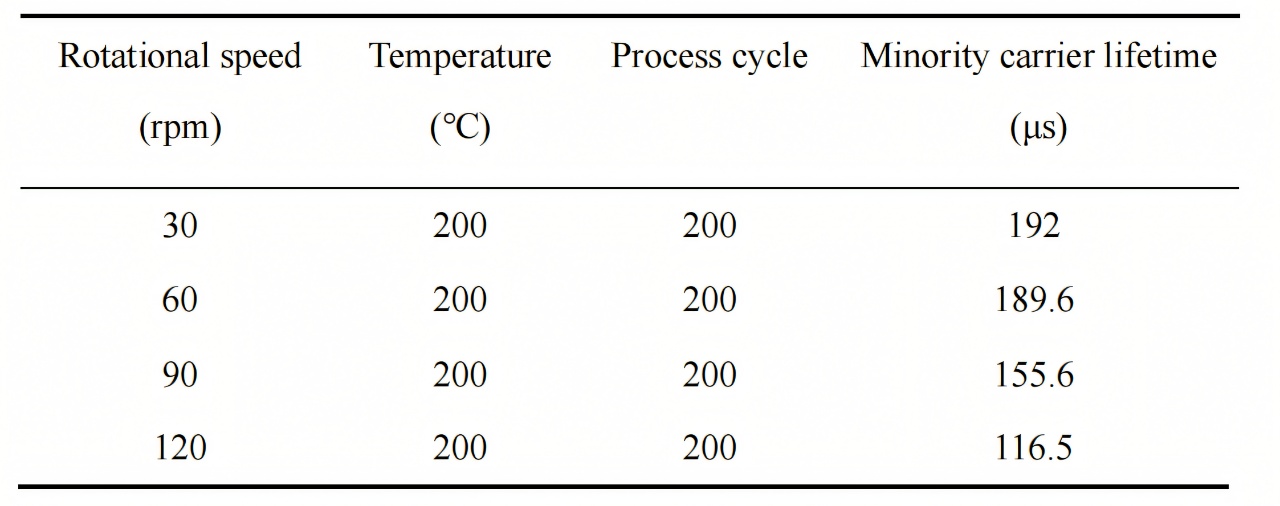
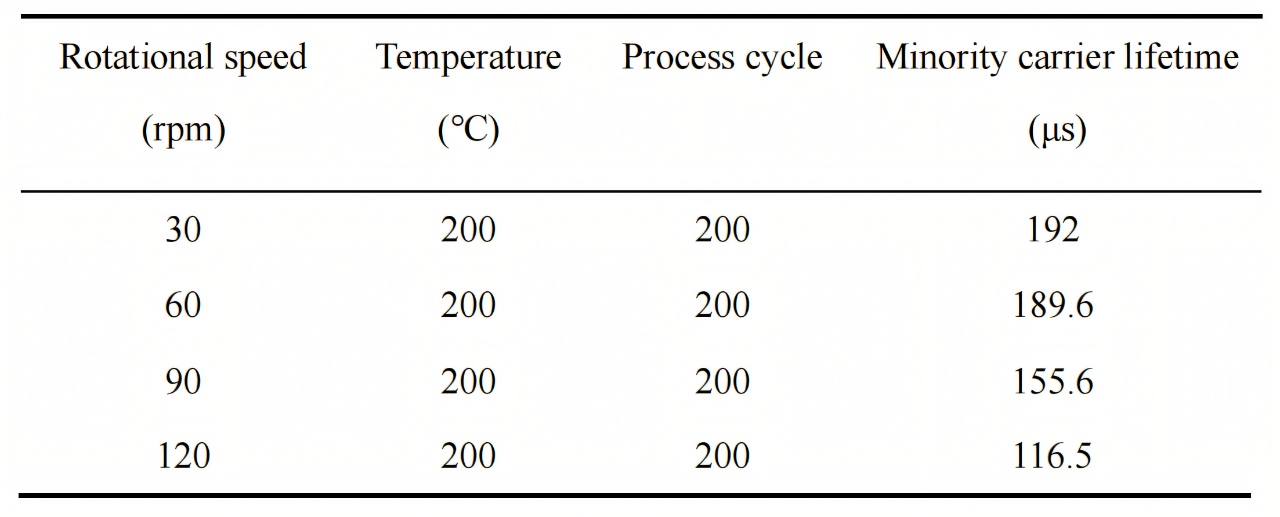
Process parameters and minority carrier lifetime of Al2O3 thin films at different rotation speeds
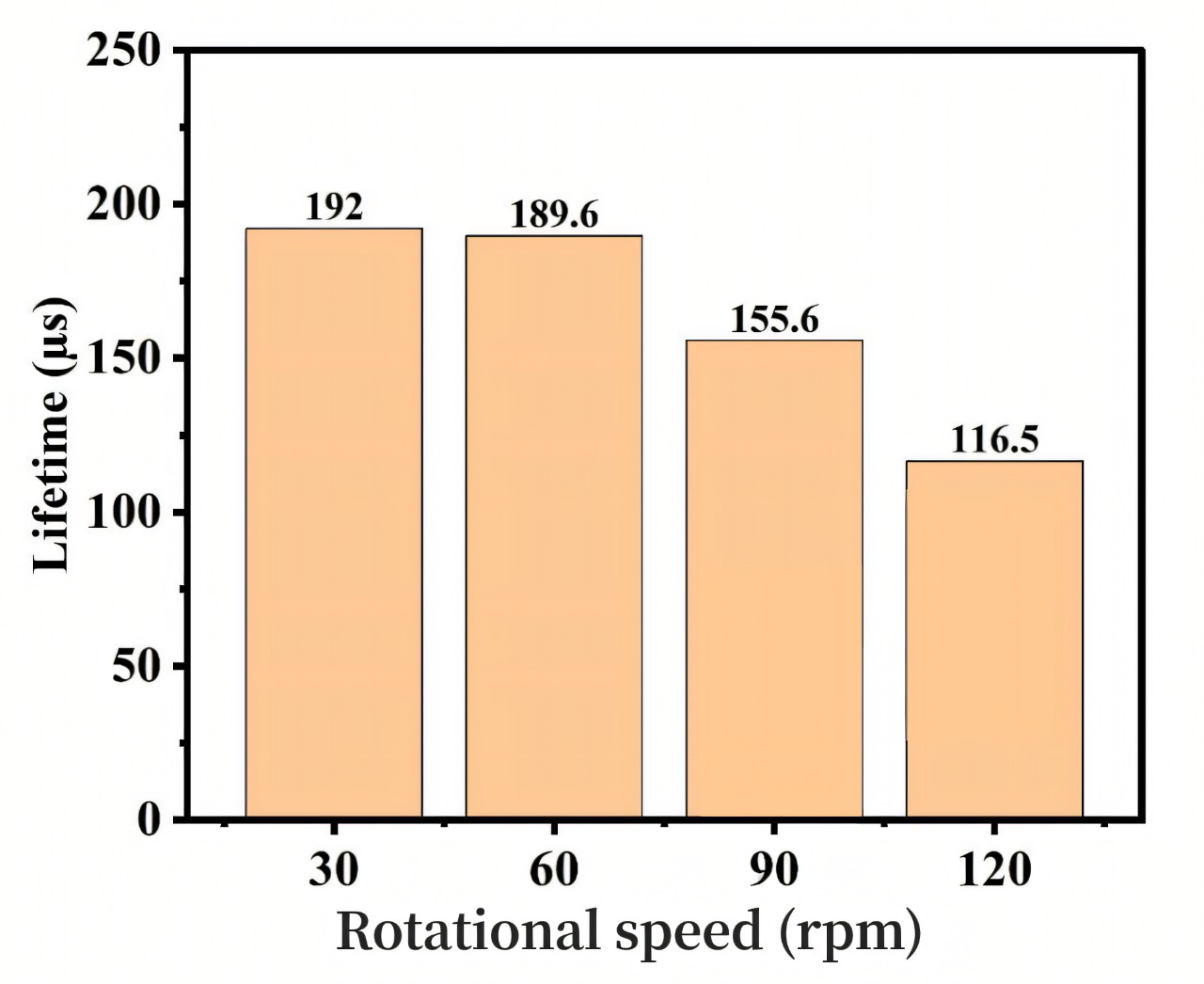
Minority carrier lifetime at different rotation speeds
The minority carrier lifetime measurements of Al2O3 films prepared at different rotation speeds showed that it was 192 μs at 30 rpm and 189.6 μs at 60 rpm, showing similar passivation effects.
As the rotation speed increases, the minority carrier lifetime begins to decrease, from 155.6 μs at 90 rpm to 116.5 μs at 120 rpm.
solar cell and Module I-V Testing
Average performance gain of TOPCon solar cells before and after passivation
Open circuit voltage (Voc): The open circuit voltage of the Al2O3 deposited solar cell group was improved compared with the untreated control group, among which the solar cell group deposited at 200°C showed the most significant improvement, which was 1.7 mV.
Fill factor (FF): The fill factor of the solar cell group deposited with Al2O3 was improved, and the solar cell group deposited at 200°C increased by 0.23%.
Efficiency (η): The efficiency of the solar cell group deposited with Al2O3 was improved, and the solar cell group deposited at 200°C increased by 0.123%.
Module performance: After the cells were combined into modules, the open circuit voltage of the module deposited with Al2O3 at 200°C increased by 0.11 V, the fill factor increased by 0.37%, and the power output increased by 3.78 W.
By depositing Al2O3 films on the edges of TOPCon solar cells, a significant improvement in cell efficiency was achieved, with the treated cell efficiency increased by 0.123% and the module power increased by 3.78W. Compared with traditional ALD technology, RS-ALD technology has a higher deposition rate and better film uniformity, while also improving production efficiency.
With the application of atomic layer deposition technology (ALD) in TOPCon cell edge passivation, the cell efficiency was successfully improved by 0.123%. This achievement not only demonstrated the potential of ALD technology in the photovoltaic field, but also reflected the importance of accurate characterization tools.






 English
English español
español 한국의
한국의




 IPv6 network supported
IPv6 network supported